ŠABLONY PRO NANÁŠENÍ PÁJECÍCH PAST
Od 9.2.2017 můžeme pro výrobu šablon použít dvě technologie - výrobu leptáním a řezáním laserem.
Šablony leptané a gravírování do plechu
Na výrobu sítotiskových šablon pro nanášení pájecích past sítotiskem používáme bronzové folie složení CuSn6 o tloušťce 0,1 mm a 0,15 mm o rozměru 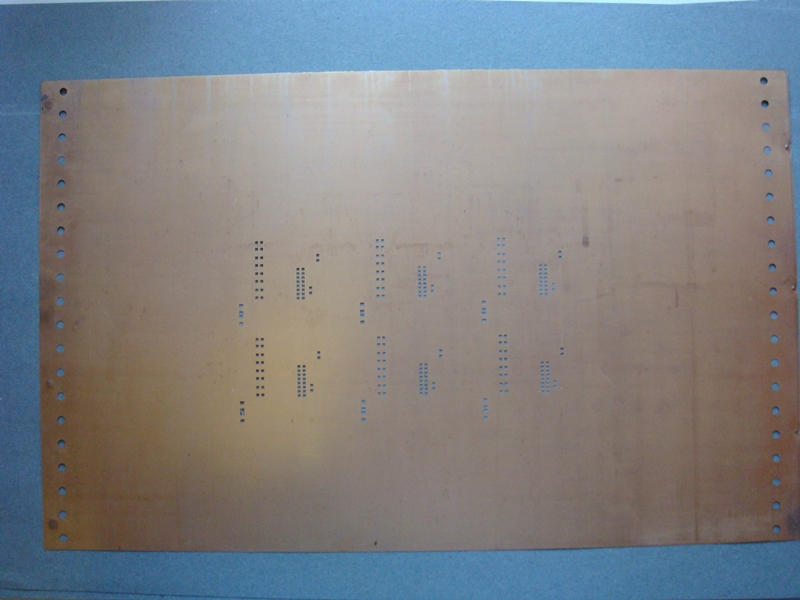 300x480 mm. Objednání těchto produktů je třeba předem dohodnout .
300x480 mm. Objednání těchto produktů je třeba předem dohodnout .
Šablony řezané laserem
 Šablony se vyřezávají z nerezového ocelového plechu označeného SUS 304 laserovým paprskem. Je jím možné zpracovávat plechy od síly 20 do 1000 mikronů. Na skladě máme plechy síly 80,100,120,130,150,a 200 mikronů. Základní formát plechu je 350 x 610 mm, který je určen pro výrobu standartních šablon Uniprint o rozměru 300 x 480 mm. Další objednaný rozměr plechu je 610 x 610 mm ze kterého je možno vyříznout šablonu o rozměru 550 x 600 mm. Menší šablony se panelizují do formátu celého plechu a pak se vyřezávají najednou.
Šablony se vyřezávají z nerezového ocelového plechu označeného SUS 304 laserovým paprskem. Je jím možné zpracovávat plechy od síly 20 do 1000 mikronů. Na skladě máme plechy síly 80,100,120,130,150,a 200 mikronů. Základní formát plechu je 350 x 610 mm, který je určen pro výrobu standartních šablon Uniprint o rozměru 300 x 480 mm. Další objednaný rozměr plechu je 610 x 610 mm ze kterého je možno vyříznout šablonu o rozměru 550 x 600 mm. Menší šablony se panelizují do formátu celého plechu a pak se vyřezávají najednou.
Základní cena šablony vychází z rozměru šablony Uniprint 300 x 480 mm. Její cena je 2160 Kč/kus.
Ceny menších šablon se stanoví z jejich plochy - 150 Kč/dm2 . Nejmenší účtovaná cena je za plochu 2 dm2.
Znaky řezané ze strany řezu laseru se účtují 200 Kč, řezané ze strany těrky jsou za 500 Kč.
Při řezání samostatné šablony (bez dodávky DPS) přičítáme k ceně technickou přípravu výroby 500 Kč/kus.
Technické požadavky pro výrobu laserem
Šablony se generují z dat Gerber274-X, DXF/DWG, Postcript
Šablona musí obsahovat obrys, podle kterého bude vyřezána. U šablony objednané jako UNIPRINT můžeme obrys doplnit včetně otvorů pro upevnění šablony do tiskového stroje a motiv bude do této plochy vystředěn.
Musí být zadána síla materiálu šablony. Volba síly se řídí podle zásad navrhování šablon s ohledem na jemnost motivu a druhu použité pasty.
Navržené plošky u řezané šablony neupravujeme. Na šablonu budou přeneseny v poměru 1:1 z datové předlohy. Vycházíme z předpokladu, že technik, který šablonu navrhuje má přesnou znalost požadavků potřeb osazovny, a proto do výsledků jeho práce nezasahujeme. Vyplatí se dodržet souhlasnou šíři pájecích ploch podle dokumentace vývodů dané součástky. To výrazně usnadní následné postupy při osazování DPS.
Šablona musí mít jasně označenou nezáměnným znakem stranu tahu těrky na šabloně. To platí bez ohledu na stav, zda je šablona navrhována k použití na osazování strany TOP, nebo na osazování strany BOTT desky plošného spoje. Stroj pracuje s daty generovanými ze strany pohybu těrky. To je velmi důležité si uvědomit a správně data poslat. Laser si data odzrcadlí a řeže je ze strany desky. Při řezání se tvar řezu směrem od trysky stroje mírně zužuje (cca o 7 mi). Hotová šablona se pro potřeby tisku obrátí a tak se pak otvory ze strany těrky směrem k desce rozšiřují.
Laserem lze i popisovat. Při popisu paprsek plech nepropálí, ale pouze gravíruje. Šíře paprsku je 30 mi a tak vygravírování popisu trvá déle, než kdyby byl text vyříznut. Pokud objednáváte popis, tak musíte uvést, ze které strany má být proveden. V případě, že chcete nápis provést ze strany těrky, musí se šablona po vyřezání motivu z důvodu provedení nápisu na druhé straně ve stroji obrátit. A to je o penězích.
Rozměry vyříznutých fleší a síla použité šablony velmi ovlivňují kvalitu pájení a mají velký vliv na případné vícepráce při opravách zkratovaných vývodů součástek. V tomto případě platí, že méně bývá více. Při návrhu je potřeba věnovat pozornost hlavně šíři otvorů. U řezané šablony není vhodné zmenšení všech otvorů o 150 mi v celé ploše jako u šablony leptané. Je dobré si uvědomit, že u řezané šablony - co je v datech, to je vyříznuto do plechu.
Data zaslaná na výrobu šablon neupravujeme.
Náš stroj se jmenuje G 6080 a dodala nám jej firma LPKF.